HP Memories


ForewordJerry Collins passed away March 21, 2009, but before he did, he had taken the time to write down in considerable detail, his fascinating engineering career. Out of a boyhood in Alabama, he enlisted for service in the US Navy in the Korean War. As you will see from the Table of Contents, below, he worked for at least 9 different high-tech companies, after his Korean War time. Intrepid might be a suitable adjective for Jerry. The charming part of Jerry's story is that his grandson, Ian Plamondon, saw in Jerry's comprehensive writings the makings of a book. You will see that Jerry's draft notes showed his memory as quite remarkable; names, projects, places, dates. His time at HP was relatively short, maybe 4 years, but it was during the early 1960s, the time period that the Dymec Division and HP systems business were just being born. By necessity, that creative group of HP system engineers was making up new business practices, as they went along. They needed to adapt standard HP measuring instruments to be programmable, so they could meet customer needs for sophisticated automated test for the aerospace industry. Jerry's life memoir parallels that of Bob Grimm, which is also being published in this archive. In fact, Bob was Jerry's boss, as they dealt with measurement AND computer technology to build magnificent and complex system testers. Ian's choice of subtitle, "The Birth of Silicon Valley," at first sounded too grandiose to me. The reason is that the credit for creating Silicon Valley is usually reserved to Dean Fred Terman, at Stanford, who created the Stanford Industrial Park. Credit also flows to David Packard and Bill Hewlett for their innovative company and its line of high tech products. It likely includes the original Fairchild semiconductor team which actually WORKED in silicon technology. But the fact is that it was thousands of young engineers like Jerry Collins who really created Silicon Valley. Lockheed first sent a research facility to Stanford Park, then brought a huge manufacturing plant to Sunnyvale, with thousands of engineers, to design spacecraft and systems. Stanford grads formed Watkins-Johnson, Microwave Electronics, SUN computers, and a dozen other companies. IBM brought their computer disk operations to a square mile of San Jose. A dozen companies emerged to build electronic warfare equipment for the Vietnam war period; Sylvania, ESL, Dalmo-Victor, SRI, Kaiser, and others. Tens of thousands of engineers and scientists, like Jerry (and I like to think, me), were the actual builders of Silicon Valley. Those were the years of the Cold War, where both military and aerospace, got HUGE funding. The Apollo Program to go to the moon saw contributions and contracts from all over California. That meant that the airframes and the propulsion rockets and the electronic and the microwave communications systems and navigation technology, ALL needed to be field tested. These tests were often performed in rugged environmental conditions of cold chambers or desert flight tests, all of which were expensive propositions. So the data obtained was so valuable that automated data acquisition was vital to the program managements. They could afford to pay a lot for those capabilities. That's where Dymec data acquisition systems came in. I wasn't kidding when I titled Jerry as a Mercenary. He moved in and out of companies, changed his location, so many times, that one wonders how his wife Lola, and 4 children were able to hold on? Obviously they did, and Jerry was able to leverage his physics knowledge, along with the various customer program experiences from one employment challenge to the next. For this HP memoir, with the permission of Grandson Ian, we have chosen to just publish several selected chapters out of his book which are Jerry's memory of his HP and Dymec years. Jerry's writing style and his grasp of the technical and marketing and organizational detail makes it interesting reading. And it fills in some of the technical and historical gaps in our memories of Dymec. We can absolutely recommend that if you want to extend your interest to all of the other companies Jerry worked for in his career, just go on Amazon, and for about $15, you get the whole life story. John Minck |
![]() Click
here to download Jerry's memories in PDF format - The 19 pages
document is a 1.18 Mb PDF file.
Click
here to download Jerry's memories in PDF format - The 19 pages
document is a 1.18 Mb PDF file.
When I was a kid, I always saw Jerry Collins as the grandpa who would play endless board games and go miniature golfing with me. I didn't understand how much more there was to him until I found this autobiography in a binder after his passing in 2008. At that time I was just beginning a science degree and I realized that my grandpa had done everything I was currently doing and much more, without the advantages I had such as computers and being raised by college-educated parents. I was filled with a newfound respect for him, as well as regret because I had missed the chance to talk to him about all of the events in his life that I found impressive and substantial.
His decision to join the Navy enabled him to attend college on the GI Bill, the first of his family to do so, and was even able to earn a master's degree in physics. His actions sparked a generational change: every one of his children attended college, which gave his grandchildren even greater opportunities than his children.
Jerry Collins lived and worked during a transformative time for the world and for science. His life included being a part of the Korean War, and working on projects that I remember reading about in history class, without knowing that my grandpa had been a part of them. When my grandpa moved to Sunnyvale, California in 1969, what is now known as Silicon Valley was an agricultural center. Orchards of cherry trees surrounded Sunnyvale as far as the eye could see, and the spring air was filled with cherry blossoms and the smell of cherries. When he retired in 1995, few orchards remained and Silicon Valley had transformed into the epicenter of venture capital investment and technological innovation. Similarly my grandpa was transformed from a boy born in a small mill town in Alabama, to a man retiring after participating in the early days of industries that have become an integral aspect of the American economy.
I wish I had the opportunity to trade a board game or a day of miniature golf for a conversation about his days at HP or his time in the Navy, or any number of other things, but it's too late for that now. Instead I will just give others the opportunity to see what he did for themselves.
--Ian Plamondon
The trip back to California was considerably better than the one to Alabama. Thank goodness, the weather improved considerably as we drove further south. I had agreed to make a stop in Houston to visit some people at NASA who were interested in our sniffer products, so I drove down the Mississippi River route and Lola was able to see some of the old Southern plantation homes on the Natchez Trace. When we stopped overnight in New Orleans the weather was warm and humid. After completing my customer visit in Houston, we took the southern route on Highway 90 through Texas that is noted for its long desolate stretches. During one of the night drives, I had stopped to fill up with gas and somehow didn't secure the gas cap. On the next stretch, I noticed that I seemed to be using a lot of gas. It was a real shock when I investigated and found the cap missing and gas sloshing out near the exhaust. Fortunately, there was another gas station within a few miles that had a replacement gas cap. The rest of the trip continued rather uneventfully. All of us were glad to be back in Southern California.
Shortly after receiving the production go-ahead, Don Edwards left TSI to return to Hughes and Mel Murphy began to work more closely with Singleton and Kozmetsky. That rapidly evolved into a series of confrontations with Kozmetsky that resulted in Mel's being fired. Suddenly, I found myself running the group and trying to work with Kozmetsky. George believed in "management by wandering around"; unfortunately, his usual response to any problem seemed to be to fire someone in the immediate vicinity when he found a problem.
When our first group of portable units had completed test and were ready for shipment, the Martin-Denver on-site quality assurance representative called in the local government QA representative for government source inspection and final acceptance. After several days of re-inspection and re-test for the benefit of the government source inspector, he rejected the entire lot. At the conclusion of a particularly frustrating meeting with the Martin and Government inspectors, I suggested to Ed Dansby, our QA Manager, that he take the Government inspector out for lunch and try to find out what it was going to take to have him buy off on the units.
The next morning, Ed showed up about mid-morning looking pretty sad after a rough night out with the government inspector and proceeded to clear off several workbenches. He lined up the units ready for sell off up very carefully along with the accessories and documentation and called in the inspectors. When the Government Inspector arrived, he sighted down the line, reviewed a few documents and proceeded to stamp off each of the units for shipment. From then on, on the day before a shipment, Ed took the Government Inspector out for a long lunch and had the units lined for sign-off, which usually took about thirty minutes.
After some months, we had delivered a significant portion of the portable units on the initial production contract and had received a follow-on contract. With the production effort in reasonable shape, I had begun to work with sales contacts for the toxic detector products and had also been asked to support several systems proposal efforts for TSI. Tech Wilson, a Vice President of TSI, was the Proposal Manager on several of those projects and had asked me to join their group when one of the proposals was successful. I began to split my time between supervising the systems design for the new project and support of the vapor detector project.
TSI had enjoyed remarkable success with their proposal efforts. Soon after beginning to work with them, I found out why that was. I took a section of a proposal that I had worked on to Tech for review. His comment was that I had done a really good job in the descriptive section, but he disagreed with the system specifications I had developed. He insisted that I, "halve all the bad numbers and double all the good ones." Later I decided that TSI developed the best proposals I had seen, but did a really poor job of implementation. Many of their contracts ended up in dispute and were finally canceled, but the company always managed to make money on the deal.
On returning from a sales trip, I found that Tom Duckette, my production manager for the toxic vapor detectors, had been the subject of one of George's fits of anger and had been fired. I wasn't successful in getting Tom re-hired, but did manage to at least get some severance pay for him.
Our group arranged a going-away party for Tom at one of the local bars and everyone proceeded to have more than a few drinks. Sometime during the evening, I received a phone call from Lou Prager, an ex-EI salesman who had gone to work for Bill Gross at Hewlett-Packard. Lou had managed to track me down at the bar somehow and asked if I would be interested in trying again at HP. He couldn't have caught me at a better time. I quickly agreed to arrange a trip for another round of interviews. After sobering up for a day, arrangements were made and I once again visited the Dymec Division in Palo Alto. At the time, Lola and the kids were visiting relatives in Fresno. When I called her to let her know about the trip, she wasn't too excited; after all, I had turned them down only a couple of years before.
At Dymec, I was interviewed by the Engineering Managers, Al Benjaminson and Don Loughry, my old friend Bill Gross, the Marketing Manager, and his Applications Engineering Manager, Joe Rogers, and the Division Manager, Bob Grimm. Al Benjaminson was particularly impressed when we started discussing closed loop control systems for frequency locking. My experiences back at Gilfillan Brothers really paid off because I knew quite a bit about the subject and had quickly picked up on the operation of the system. The error signal for controlling frequency was based on phase comparison between the signal to be controlled and a standard source, very similar to some of the work I had done at Gilfillian. After completing the interviews, I was offered a job as the RF and Microwave Applications Engineer in the Sales Department, reporting to Joe Rogers. The offer was quickly accepted. When I called Lola to tell her the news, she was absolutely shocked.
The family moved to Palo Alto and I joined Hewlett-Packard's Dymec Division. The division had originally been formed as a separate subsidiary, Dynac, Inc., to do government contract work, primarily classified RF and microwave systems. Later, because of a conflict with another corporation's name, the name was changed to Dymec, Inc., and was subsequently reacquired by HP Dymec in the early 1960s, at 195 Page Mill Rd.and operated as a division.
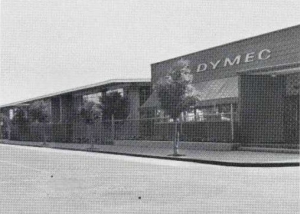 |
Dymec in the early 1960s, at 395 Page Mill Rd. |
This move was considerably easier than our move from San Diego to Gardena. Of course, HP picked up all the moving expenses, including packing and unpacking. With help from my cousin, Jim Wallace and his wife, Ruth, we quickly found a place to rent near them on Oregon Avenue in Palo Alto, only a few blocks from the original HP building at 395 Page Mill Road that was now home to Dymec. With some help from Ruth, Lola soon found her way around the area and was introduced to the Stanford Shopping Center.
 |
HP335B FM Monitor |
I replaced Dick Blasing as the RF & Microwave Applications Engineer reporting to Joe Rogers, Assistant Sales Manager, who reported to Bill Gross, my old boss at EI. Dick was re-assigned to Regional Sales and I began to learn the Dymec and Hewlett-Packard microwave test equipment product lines. My function was to provide technical and sales support to regional and field sales engineers who were dealing directly with customers. In addition to a line of RF & Microwave Test Sets originally developed by Hewlett-Packard, Dymec had several other products that were sold in relatively low volume. Those included an FM Test Set (originally designed by Bob Grimm, the current division manager), a Noise Figure Meter, a VLF Receiver and several phase-locked, frequency control instruments.
After spending several months learning model numbers and working with various engineers, it was decided that my on-the-job training would not be complete without a "swing" through several offices of the Neely Sales Region that covered the southwestern U.S. The Neely Field Engineers, particularly the "Desert Rats" in some of the smaller offices in New Mexico and Arizona had a number of years of experience working with "factory types" and had developed a real routine. Generally, there was a daily hand-off from one local Field Sales Engineer to another so that the Factory Rep was constantly on the run, usually until late at night.
The next morning, a different Field Engineer would pick you up for breakfast, usually at a very early hour, to start another day in the field visiting customer sites. Before it was over, I had spent time in the offices in Los Angeles, Scottsdale, Tucson, Albuquerque and Las Cruces. Jim Bunn, who ran a small Las Cruces sales office and I became very good friends. One of the features of every Neely office was the late afternoon "Happy Hour." It was an opportunity to bring the field and office people together to pass along information about products and customers. Attendance was considered mandatory for visiting factory types. It was at those sessions that I learned to drink Scotch with lots of water instead of my usual Bourbon with a splash of soda.
 |
HP-2650A Phase-Lock Controller |
The major active RF products of Dymec at that time were the DY 2650A and DY 2654A Phase Lock Controllers. These instruments were used with various klystron microwave power sources to provide stabilized microwave power to about 12.4 GHz. Various combinations of signal sources, attenuators and power amplifiers were configured in systems to meet specific requirements. One particular system was used by the U.S. Navy to provide several watts of stable microwave power over the range from 1.0 to 12.4 GHz. That system required several different signal sources and power amplifiers in order to provide full power over that range.
 |
DY-2590A Microwave Frequency Converter |
The DY 2590A Microwave Frequency Converter used a phase-locked local oscillator in the range that could be measured by a frequency counter as a means of accurately measuring microwave signal frequency. Both the DY 2590A and the DY 2654A could use an HP 105A Precision Crystal Oscillator as a reference source. One demonstration of the "accuracy" attainable at microwave frequencies was to lock up a microwave source with a DY 2654A using the HP 105A as a reference while using the same reference for the DY2590A. Customers were always amazed at the "accuracy" of the frequency measurement; not many of them realized that both instruments were referenced to the same crystal oscillator, thus always locked together.
As an Application Engineer in the Sales Department, one of my assignments was doing booth duty at several shows and exhibits, including Wescon in Los Angeles, Nepcon in Boston, and IEEE in New York and an ISA Exhibit in Huntsville, Alabama. Working an exhibit gave me an opportunity to meet with customers as well as local Field Sales Engineers. The after-show hours spent with local people and other factory people was usually as interesting as the exhibit itself. The Dymec booth was always included at one end of the Hewlett-Packard exhibit area. HP's accent color was blue, while Dymec's was green. We had been told shortly before the IEEE exhibit in New York that Dymec’s exhibit would "turn blue" before the next exhibit. Warren Liebfried, our show manager, rented Kelly Green jackets for all of the people standing booth duty in the our booth for that show. That attracted attention, particularly from various corporate people, so that the coats were only worn for the first two days - then orders came down from corporate to ditch the green jackets.
In August of 1964, I was scheduled to work the booth at the Wescon Exhibit in Los Angeles. The week before the show, Lola and I visited her obstetrician to see how her pregnancy was coming along. He found that she had already begun to dilate. Since he was planning a vacation for the following week, he suggested that if the new baby had not made an appearance by Friday that we proceed with inducing labor. Based on his examination, he said that we had a nice big baby; probably about ten pounds. I made arrangements for Dick Blasing to replace me at Wescon and on Friday morning, took Lola to Stanford Hospital for the procedure. After sitting with Lola for an hour or so, she was ready for delivery while I waited to see if we had a boy or a girl.
After another hour or so, they wheeled Lola out with a baby in her arms and I was introduced to Victoria. Then Lola tried to explain that we had had twins! Over the years we had kidded about having twins, but neither of us really considered that a possibility. Finally, between the doctor and Lola, they convinced me that we actually were the parents of twins - one of each! After getting Lola settled and finally viewing John in his incubator, I went to work to make the announcement that Victoria and John Edward had made their appearance that morning. Shortly after telling the receptionist, there was an announcement over the PA system that Jerry and Lola were the proud parents of twins, "one of each."
In addition to its RF and Microwave products, Dymec had developed a digital data acquisition system product line that was very similar to that of Electro Instruments. It also included signal scanners, digital voltmeters and output controllers. Their earlier scanners and controllers had used stepping switches for format control, but were being replaced with transistorized controllers in a 5 1/4" front access module, similar to that of Electro Instruments. The Dymec-developed digital voltmeter was the DY2401A Integrating Digital Voltmeter that combined excellent common mode rejection with integration to provide good low-level signal measurement capability. The Digital Data Acquisition product line had consumed the majority of the engineering resource for some time, with the RF & Microwave product developments slowly being phased out.
One of the last remaining development projects in that group was a VLF Receiver, built to Navy specifications. It was used to monitor oscillator drift when compared to WWV VLF transmitters locked to national standard frequency oscillators. One contract for about twenty units from the U.S. Navy was the sole source of business for that product. As a consolation prize for Al Benjaminson, the RF & Microwave Engineering Manager, the Quartz Thermometer was transferred from HP Laboratories for final production engineering. That project and the HP 2590B Microwave Frequency Converter were the sole remaining projects under Al's direction. After release of the Quartz Thermometer to production, Engineering was re-organized with Don Loughry as the Engineering Manager and Al reporting to him.
Special data acquisition systems were a significant part of Dymec's business; largely because of several major military weapons systems then in development. "Specials" were quoted by Application Engineers in the Sales Department and engineered by a group headed by Bob Knapp in the Engineering Department, then built by a specials group in Production. A fair amount of friction had developed between the Application Engineers in the Sales Department and the Project Engineers, with considerable finger-pointing going on when things didn't go right on a project. Those problems coupled with the demise of RF & Microwave Engineering as a separate function led to yet another re-organization.
I was selected to head up the Project Engineering group under Don Loughry with a few collateral duties. The special digital systems section included such old hands as Don Vandenberg, Bart Kingham, Ivan Henkle and Herb Schlunder. I was also given the responsibility for the RF & Microwave group that included Dave Stead, Herschel Stanch, Rudy Pasos and Truman Boston. That section constituted the sole remaining RF & Microwave engineering resource in the division; thus, was expected to provide continuing production engineering support for current products and specials engineering as required, as well as completing the development and release to production of the HP2590B.
My move from the Marketing Department to Engineering was greeted with a lot of enthusiasm by many of my cohorts in Applications and Regional Sales. At last, they would have someone responsible for "Specials" that understood their problems and would be responsive. The honeymoon didn't last too long. Soon, there were meetings with Joe Rogers, my old boss, because I was being too strict and much too demanding of his application engineers in quoting specials. I actually insisted on reviewing customer requirements and even varied quoted effort depending on the particular customer involved. Soon, instead of being a "rubber stamp" for quote estimates prepared by the Application Engineers, the Project Engineers became a part of the quoting process.
As a partial remedy to that situation, we worked out certain quoting guidelines and established "Wheel" prices for certain recurring requirements. The term "wheel price" came about because each application engineer had a rotary index of pre-approved specials at their desk. Using the "data sheet" system prices as a basis for quoting was a continuing bone of contention between our groups. The sales department view was that the price for a system described on a data sheet established a precedent that was the equivalent of buying a "data sheet product." My view was that if the configuration quoted had not been built before, then it was a special and I was free to quote the actual effort required to document the configuration and that it was a Sales Department prerogative to set the final sales price. That led to a move to have "data sheet systems" built in Production's Specials Group with no involvement by Project Engineering. After a few tries using that approach, it was generally agreed that the "data sheet system" with standard pricing should be viewed as a marketing tool intended only to increase sales. Pricing for any specials added to a data sheet system continued to reflect the expected effort for completing the system.
On moving to the "Back Room," I had assumed the responsibility for one of my own disasters. Working closely with Jim Bunn of the Neely, Las Cruces office, we had configured a system for White Sands Missile Range - the DY6619 Pulsed Frequency Measurement System. WSMR had obtained a precision tracking radar from RCA that used a stabilized local oscillator. The DY6619 was intended to replace the stabilized local oscillator with a synthesized local oscillator using an HP frequency synthesizer and a phase locked signal source. An IF output of the radar receiver was used as the input signal for an error comparator. The comparator then generated and error signal that was used to cause the frequency of the synthesizer to be changed to produce a zero frequency error. In other words, we would derive accurate Doppler frequency information indirectly that would be an indication of missile velocity during tracking.
Unfortunately, the HP 5100A Frequency Synthesizer produced so much phase noise during frequency switching that it was impossible to maintain phase lock of the microwave signal source. After several frustrating months of effort by Dave Stead and Truman Boston, we finally decided that we had bitten off a bit more than we could chew. Bob Grimm, our Division Manager, and I made a trip to WSMR to negotiate our way out of the contract. To our amazement, the WSMR people wanted all of the equipment anyway, so we were able to recover at least the cost of the equipment. Several weeks after shipping the equipment to WSMR, we found that our friends in Frequency and Time Division of HP had a version of the HP 5100A that was intended to reduce the amount of phase noise produced during frequency switching. We made the customer aware that the feature was available, but chose not to try to re-instate the project at Dymec.
Working with Rudy Pasos, the design engineer for the HP 2590B was a real experience. Rudy was originally from Costa Mesa, with a typical Latin American temperament. One of the major design changes for the "B" version was to replace a purchased 30 MHz IF strip with a Dymec designed assembly. After we had completed several prototypes, we found that the RF transistor Rudy had chosen was being obsoleted. Unfortunately, the closest replacement unit provided enough extra gain to cause the strip to oscillate. The IF strip had been laid out using a multi-layer printed circuit board that was relatively new technology for our manufacturing facility. After several unsuccessful attempts to "fix" the existing boards, I suggested to Rudy that a new layout of the board should be done to obtain some additional isolation. After another four cycles through board layout, we finally got working units and completed prototype test of the unit. Needless to say, the project was more than a little delayed and well over its projected cost before we completed the Pilot Run and released it to Production, but it worked really well and became a really successful product.
One of the more interesting data acquisition systems we built was for Alcan of Canada that was used to control their aluminum pot smelter lines. Using the extremely good high voltage isolation and common mode rejection of the crossbar switch and the DY 2401B Integrating Digital Voltmeter, we were able to successively measure the potential across each of the smelter pots. The pots were in a series string across a multi-phase 1000 volt, high current power source. Using digital comparators, we were able to generate signals to control the anode position in each pot to optimize aluminum production as each pot aged. Bart Kingham was the Project Engineer for the systems with a lot of support from Bob Aikin, our Field Service Manager. We eventually built and installed a number of those systems at several Alcan sites in Canada.
While much of the digital systems business was based on the use of the transistorized controllers, we continued to receive orders for the old DY 2540 stepping switch based controllers. The basic frame and control circuits were built in Production and supplied without format or output control wiring. One of the Project Engineers, Hube Schulunder, was our 2540 expert. For each order, he would prepare a wiring list and provide it to one of the more experienced wiring girls. After she had completed the format and output wiring, Hube would configure the system and check it out. Even after we had started to ship computer-based systems several years later, the orders for DY 2540's continued to come in. Once configured for an application, the units seemed to work well for a long time.
As our business continued to expand, we added more Project Engineers until we had about nine engineers devoted to special data acquisition systems, in addition to the RF and Microwave section of five people. I soon found myself spending most of my time working with Applications Engineers reviewing customer requirements to provide preliminary system design information and supporting quotations. To alleviate some of that load, I began to use Bart Kingham and Don Vandenberg for a portion of the preliminary system design effort and estimating. Bart proved to be reasonably effective in that role, but Don seemed to have little aptitude for applications support. Instead of adapting a previous design to incorporate some new feature, Don approached each new requirement as though it were a completely new task. My observation was that some people have an ability to visualize adaptation based on previous experience, while others wanted to start every system from scratch.
 |
The HP2116A Computer featured a 16-slot card cage on the lower third, which provided the PC boards which interfaced with measurement instruments. |
As the specials business continued to expand, the Project Engineering section continued to expand and became almost autonomous. The dichotomy in Engineering was based on the product development focus that required more and more of Don Loughry's efforts, while our focus was on meeting shipping schedules. Frank Wheeler had recently transferred from the corporate Quality Assurance group to take over Manufacturing at Dymec. At about the same time, Kay Magelby and a group of engineers from HP Labs had been transferred to Dymec to complete development of HP's first computer, the HP 2116A. Once again, Dymec had two separate Engineering Departments; this time, Digital Systems and Computers. Frank Wheeler made a number of changes in his production area in preparation for manufacturing computers, including assigning Bill Abbott as the manager for instrument manufacturing and Dave Weibel for computer manufacturing.
Frank was more than a little disturbed that such a significant portion of his shipments depended on an organization over which he had no control and began to lobby to have Systems Project Engineering assigned to Production. After a number of somewhat heated internal discussions, another organizational change was made. Frank won his argument and Project Engineering was transferred to Production. At the same time, the group acquired the existing Systems Wiring, Assembly and Test operations as well as adding a small documentation section to provide support for drafting and for manuals.
As Systems Production Manager, I was made responsible for all system shipments from Dymec reporting to Frank. I assigned Bart Kingham the responsibility for Project Engineering, Ray Calmes had the Test Area and Ken Ellis had Wiring and Assembly. We even had a group clerk assigned to the group, Carol McGlone. After a short time, Don Vandenberg was assigned the production engineering responsibility for standard systems and Bart concentrated on special systems. In addition to supporting system shipments, we provided prototype assembly support for most of the new digital products.
The group continued to grow and we added several new project engineers; notably Don Lawrence, Bill Cargile and Ray Conway. Don had worked for us during one summer while he was attending San Jose State College. We had decided that he was one that we had to have when he graduated and were successful in hiring him. Bill came to us straight out of college at Princeton and proved to be one of our better engineers in a very short time. Ray had worked for Bill Bert in Digital Systems Engineering developing a Digital Comparator. When that project was completed, he was transferred to us and eventually took over our documentation section and proved to be much better at that job than in developing products.
As the HP 2116A development project came closer to fruition, new faces appeared in Marketing to support its introduction. Bill Davidow and Mark Gumicio were early additions. Soon, training courses were being given to introduce the staff to the mysteries of software. While hardware development continued, a software development section headed by Roy Clay was developing the basic software required for introduction. There were a number of meetings held regarding introduction of the HP 2116A and a production support plan began to evolve. Dave Weibel had the responsibility for computer and peripheral production and our Systems Group, as it began to be called, would be responsible for configuring the hardware and software to customer requirements and performing final checkout. Don Lawrence was assigned the task of familiarizing himself with the systems and devising final checkout procedures.
With the initial availability of prototype computers, our group rapidly became the focus of final engineering verification for hardware and software. Because the availability of configured systems was in short supply, we provided more and more support to Roy Clay's programmers as they released more and more software product. Roy and I had a number of interesting discussions. It was from him that I first heard a summary of the primary differences between hardware and software engineering. Hardware development is constrained by the availability of components and the necessity to document fabrication and assembly by drawings and documentation; thus, has natural constraints that help to ensure that a good engineering job has been done. Software, on the other hand, has no such natural constraints; thus, the development process must be constrained by procedures that include independent verification and validation before it is released.
While Roy had instituted a separate software verification section that evaluated new products, we found that Don Lawrence had an uncanny knack for "breaking" software, particularly new drivers. He rapidly became the nemesis of the software programmers and our group was accepted more and more as a contributing partner in the computer shipment cycle.
While the computer development was proceeding and plans were being made to support its production, Dymec's normal business of shipping RF and microwave instruments, digital voltmeters and systems continued to grow. Unfortunately, our profits didn't grow along with the shipment level and it became apparent that digital systems werent contributing their share to the bottom line. The accepted truism was that we were losing money on specials. Eventually, Bill Abbott from Manufacturing, Pete Dawson from Application Engineering and myself were assigned the task of reviewing all of the data available from the previous year's shipments and to devise a way to make money on our specials. After several months of effort, it became apparent that the accepted truism was a false premise.
Based on evaluation of our previous year's shipments, we found that while there were wild perturbations in individual project profits, on the average we had met our estimates for the special engineering effort within 1%. Some further investigation showed that the loss leaders were our "standard" systems. Some adjustments were made in our standard system pricing, but Bill Gross refused to raise prices to the point where standard profit could be attained. His view was that it was Engineering's responsibility to properly engineer and document each data sheet configurations so that standard profit could be made. Since some of the data sheet systems had never been documented or built and probably never would be, it was decided to continue the practice of doing the engineering only when it was required because of a sale, thus accepting these first time systems as "loss leaders".
The focus of the division was rapidly shifting to the computer product line, but our continued growth and profits were from the existing products. Eventually, the problems of coordination and allocation of resources became more than Bob Grimm could handle; Jack Melchor replaced him as Division Manager. Jack had previously managed HP Associates, HP's semiconductor operation. Jack was an excellent manager and soon had many of the problems and the confusion reduced to a manageable roar. One of the changes he made was to separate production operations into two departments and consolidate engineering under Kay Magelby. Bill Abbott headed up Instrument and Computer Production, while I headed up the Systems and Instruments Department – each of us reported to Jack. Frank Wheeler became our Quality Assurance Manager.
The Systems & Instruments Department included a Manufacturing Section under Ken Ellis, Special Project Engineering under Bart Kingham, Standard System Engineering under Don Vandenberg, Product Development under Dale Ewy and Product Support under Ray Conway. Our Manufacturing Section included a Wiring and Assembly group and a System Test group. Product Support included Manufacturing Support, Publications and Customer Service. When it was formed, the department had over fifty people assigned to it.
One of the development projects that was a perennial problem was the HP2402A Integrating Digital Voltmeter. As I recall, it had been "introduced" at three successive major shows, but still had not been released to production. One day, I was called in to Jack's office and assigned a new task - find out what was really going on with the DY 2402 and either kill it or cure it! I was relieved of all of my regular duties and assigned as the HP 2402 Task Force leader. Jack promised that I could have any resources I needed, but he wanted an answer within thirty days.
The DY 2402 was an excellent example of trying to crowd ten pounds into a five pound bag. It was intended as the replacement for the 2401, which was a seven- inch rack height unit. With its companion AC and Ohms Converter, it occupied fourteen inches of rack space. The 2402 was intended to provide all of that capability in a 5 1/4 inch rack mount enclosure. Shortly after being assigned the task, I asked to have Bob Anderson from Engineering, along with Bill Abbott and Lloyd Unnash Manufacturing assigned to the task force and we began to try to unravel the mysteries. At the end of the thirty days, I went to Jack and told him that I still wasn't sure that the design was producible, but there was at least a good chance that we could build it in quantity. I asked that we have a new pilot run of twenty units, built by Production under the supervision of the Task Force.
Some thirty days later, we displayed ten 2402's working in a heat chamber under computer control and acquiring reliability and accuracy data. Shortly thereafter, I recommended a limited production release for a run of fifty units, again under the watchful eye of our Task Force. As the work of the Task Force wound down, only Bob Anderson and I were required on a full time basis to oversee the first production lot. Based on the performance of those units, we recommended full production release of the product.
While all of that effort was going on, the Systems Department continued to run smoothly; in fact, almost too smoothly. While I was involved in the Task Force, the group had its first $1 Million shipping month. I took a lot of ribbing about getting out of their way so that they could get the job done. Of course, after that effort, the stock room and the test floor were bare! I think some of the customers were very surprised to receive shipments well in advance of the promised date.
The release of the HP 2116A Computer had its impact on our group as more and more of our resources were needed to support shipping. We had lost the services of Bill Cargile to Kay Magelby. Bill developed a printed circuit card test system using a "super-kludge" I/O card to provide the stimulus and response capability to exercise computer cards for testing. Later, he worked with the group that developed the HP 2115A Computer, a smaller version of the HP 2116A.
Our group began to work with customer requirements for computer systems that included specials and combinations of computer and instrument products. Our first computer based Automatic Test System (ATS) was engineered by Don Lawrence for Litton Systems. We had worked closely with the Application Engineers and with the field sales engineer to quote the system. When the order was received, Don developed an application program in FORTRAN and configured the system to meet their requirements. When checkout was complete, we called the customer's representative in for demonstration prior to shipment. Within a very short time after the demonstration began, we discovered that we had not been using the same requirements document that the customer had issued with his purchase order; thus, had some serious discrepancies between his expectations and our system.
After sending the customer representative home, we found a glitch in our order processing system. A "Final Specification" had been prepared by Litton and supplied with their purchase order to the Los Angeles Sales Office. Unfortunately, it was assumed by them that the specification provided with the order was just a repeat of the specifications that had been used for the quotation, so they never bothered to send the final specification to us for review. When we finally got a copy, we were able to change the system to meet their requirements and ship the system a couple of weeks later.
As the Dymec Division began to ship quantities of computer systems, other systems operations based on use of the HP 2116A began to be formed in other divisions. The Sanborn Division had a group for producing medical systems; the Microwave Division began a group to pull its network measurement and signal analysis capabilities into computer based system products; the Frequency and Time Division built a system for Fast Fourier Transforms of digitized data. In some cases, the computational power of the computer was used, but generally the applications used the computer mainly as a system controller.
Each group developed its application software based on the available software tools - generally either in Assembly Language or in FORTRAN. The Computer Software Development group tried to provide the tools needed, but lacked any background in instrumentation systems. The result was a lot of fragmented application software work on individual systems with no commonality. With the availability of the computer as a system controller and the I/O structure of the HP 2116A, larger and more complex systems became possible, but there was no corporate mechanism to implement large systems.
The situation came to a head with a RFQ from the Alameda Naval Air Station. The "requirements document" was actually a block diagram that included products from the Dymec Division, Microwave Division, Frequency and Time Division and the Colorado Springs Division. Every block in the diagram had an HP model number on it. Bob Grimm and several others in Corporate Marketing had worked with the customer and the field sales engineer in generating the diagram. There was a fairly large meeting in the Corporate Conference Room to discuss the requirement and to try to devise a project plan. There was no division in the corporation that would accept "systems responsibility" for the project! So the story goes, when Dave Packard heard that, he decided to start a new division to be called HP Systems (HPS) that would address those projects.
The nucleus for HP Systems (HPS) was the existing HP Corporate Marketing Group headed by Bob Grimm, who worked for Noel Eldred, Vice President for Marketing. Previously, the major function of that group had been to provide coordination for large government buys of HP instruments. Dan O'Rourke was Bob's right hand man and had a lot of experience in working with government contracts. Others in the group included Barry Saper, previously a sales engineer in Canada and Dawson Maybey. Dave Packard decided that the Division Manager would be Dick Reynolds, then manager of European operations, which was largely a sales organization headquarted in Geneva. Dick was then working in Europe and was due for rotation back to California. I think that largely based on Bob's recommendation, I was asked to take on the job of "operations," with Bob as Marketing Manager. Both of us would report to Dick Reynolds.
After a lot of discussion with Bob, I decided to ask my boss, Jack Melchor to permit me to transfer to the new division. To say the least, Jack was not pleased at the prospect of me leaving the Systems Group at Dymec. We had several meetings before he agreed to the transfer. What I did not know at the time was that Jack had decided to leave Hewlett-Packard and had recommended that Dymec be split into two divisions. The Palo Alto Division would retain the instrument products and the Computer Division would take the computer and peripheral products to a new facility in Sunnyvale. I have speculated several times about where I would have ended up in that organizational split. I do know that some time later, Ralph Lee, the Executive Vice President, in a fairly large meeting introduced Jerry Carlson, who was chosen as the Palo Alto Division Manager, as Jerry Collins.
Initially, all of the effort at the HP Systems Division (HPS) was concentrated on supporting sales. My staff consisted of Lloyd Unnash, Bert McCoskey and myself. Lloyd was experienced in production planning and working with the various HP divisions; Bert had worked for me at Dymec, initially in wiring and assembly and later as a draftsperson for wiring and printed circuit layout. Lloyd soon transferred to the Colorado Springs Division to head up their Production Control Department. Bert remained with HPS and became our wiring and assembly supervisor. Dick Reynolds remained in Geneva for several months before finally moving back to Palo Alto.
Much of the sales effort for the new division continued to be support for multi-division instrument sales that required coordination of instrument shipments, but did not require any system engineering effort. As the field force began to understand that we were going to be establishing a capability to implement special test and measurement systems, they began to send us requests for quotation and proposals for systems of various types; mainly computer controlled instrument applications. One of the first "systems" efforts was a digital data logging system for White Sands Missile Range. A number of instrumentation and other digital data sources were to be recorded on magnetic tape along with range instrumentation timing signals. Somehow, in the putting together the quotation and proposal, we overlooked the cost of one of the items of OEM equipment that had to be purchased and integrated with the HP equipment. We were off to a really good start; our first system quote and we blew the pricing. Fortunately, we didn't receive the order for that system.
Shortly after Dick Reynolds came on board, I was assigned the task of finding space for our expanding division. At that time, we were still working in the office space that had been assigned to the Corporate Marketing group in HP's main building on the same floor with Dave Packard and Bill Hewlett. Not only were we crowded, but there was no workspace for Operations at all. I went to Ralph Lee, the HP Executive VP, to find out what was available - the answer was not much. After looking at several other spaces, Ralph suggested that I take a look at the basement of Building 11, located at the foot of Page Mill Road, near El Camino Real. The first floor of the building was home to HP Associates and used for the development and production of specialty semiconductor products.
My first view of the 30,000 square feet of bare concrete basement was pretty disheartening, but it was really the only viable alternative. The HP Corporate Facilities people and I put our heads together and began to do a layout of the space. Marketing, sales, administration and program management were allocated about one-fourth of the space and the remainder was reserved for project engineering, assembly and the test area. In less than ninety days, we were able to move in. The facilities people had done a terrific job. I had tried to get the conference rooms and entrance area carpeted, but Ralph Lee turned that down. Everything else we wanted was done to give us a first class space.
With more space available, we slowly began to build the staff. The first engineer I hired was Marv Murray. Later, I was able to bring in Bart Kingham to head up Project Engineering and Dale Ewy to head up Product Development; both from the Palo Alto Division. My next key man was Ray Calmes, also from the Palo Alto Division. Eventually, I received a call from Corporate Personnel and was told to quit approaching people in other divisions about joining us. My explanation was that I didn't approach them; rather, they had approached me to see if we had any openings.
The first system actually assembled in the basement was for Magnavox in Fort Wayne. It was an ATS to be used in production testing of their Sonobouy product. As it turned out, the only person available to support installation and training was me, so I spent a week in Fort Wayne with the customer getting the system sold off and the training completed.
One of the major issues that faced HP Systems (HPS) was the choice of a language to support our test systems. Dale Ewy, who had joined us to head up a development engineering function and myself were pushing for a compiled language for a variety of reasons. Bob Grimm was enamored of the BASIC Interpreter with test language extensions. After a number of very heated discussions, Bob won his argument and BASIC was chosen. We began adapting the Basic Operating System and developing BASIC callable drivers for instruments. A software development group, headed by George Woodley, developed the software structure that was to become a major effort over the next few years. At that time, the HP 2116A was available with paper tape as the software media, no off-line memory and as much as 16 Kwords of memory! User program memory space was very limited since BASIC required a memory resident interpreter. With even limited function instrument drivers in memory, the user was left with very little memory for his test sequences. Over time, computer memory was extended to 32 Kwords in the mainframe and with an Extender the same size as the mainframe, could be expanded to 64 Kwords.
Within a short time, we began to tout our approach to computer controlled test stations and received an unexpected level of response. It soon became evident that simplified test programming that could be done by test engineers and configurable computer controlled test stations were prospects for application to any number of production test requirements. We were soon fielding requests for proposals from more customers than we could possibly handle.
Out of that came two requests that were to be our major business for the next several years. A telephone call from Jim Owen, a Fort Belvoir engineer in the Army's test engineering group, ended up being referred to me. The result was a site visit by Jim to discuss his requirements for a system to provide production testing of intrusion detection devices. After a lot of sorting, the result was sole source procurement for twelve systems - totally unexpected business and at the time, an almost unheard of quantity of systems.
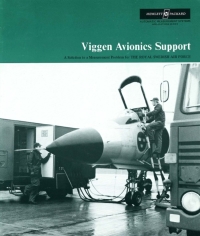
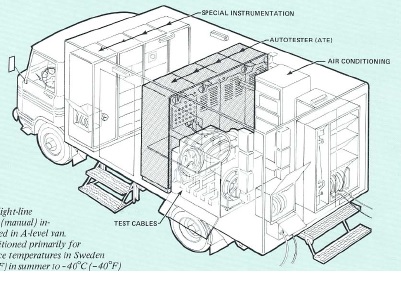
At about the same time, we were contacted by Stig Hertze, a sales engineer in Sweden, regarding a test system for the Viggen (JAS-37) fighter being developed by Saab for the Swedish Air Force. Forsverik Materielverk (FMV), the Swedish DoD procurement arm, had contracted with a Swedish company, L.M. Ericcson, to build test systems to be used as system level testers for the Viggen. Some number were intended for use as factory level testers and others would be deployed in Volvo vans as field level testers. Ericcson had built a prototype system that was less than successful; thus, forcing FMV and their engineering support group in Arboga, Sweden to scramble to look for a possible second source for the support equipment contract. The initial requirement included sixteen (16) A-Level transportable test sets to fit in the vans and two additional B-Level test sets for depot level support of the avionics.
 |
Ground support vans for the RSAF Viggen fighter |
Our first pass at a preliminary system design showed that we had serious problems in two areas; first, we would need to use a hard disc drive as on-line storage. That would require development of new operating system software that was at least a formidable task. Second, but considered well within our existing capabilities, there were a number of analog stimulus requirements that would require engineering to adapt existing instruments. On-line disc storage for program overlays and for test programs had been discussed, but there was no active software development project.
At that time, the Computer Division was waiting for a disc drive development project at the Mountain View Division to be completed before they started a development project. A visit by Dick Reynolds and me to the Mountain View Division resulted in a commitment by them to support the program by supplying two prototype units to support software development followed by production units from initial production runs to support deliverable systems. At the same time, a preliminary design for the analog stimulus subsystem was completed by HPS engineering and we proceeded with proposal preparation and pricing. With 20-20 hindsight, the project had a lot more risk than should have been taken with the resources available.
The RSAF System Requirements document contained provisions for supplying reliability and maintainability analysis data and for system testing that included environmental, as well as reliability and maintainability demonstrations. We received technical support from Corporate Quality Assurance and from outside consultants in responding to those requirements. FMV had requested that we prepare proposals for both the "A" Level and the "B" Level test systems. In the final configurations, the A Level systems were quoted at about $200K each and the B Level systems were quoted at about $1.5M each. With the additional test requirements, the total package price was about $6.6M. At that time, it was the largest single deal that had ever been quoted by Hewlett-Packard. Strangely enough, we received relatively little corporate guidance, other than that which we specifically requested. Dick Reynolds gulped a few times and signed the quotation.
Within a relatively short time, we began to receive technical inquiries from Sweden, which were coordinated through Stig Hertze. They were asking questions regarding details of system design, much of which we had not yet worked out. One had to do with our ability to make certain low level DC measurements over long cable runs in the presence of common mode noise. To evaluate our paper predictions, we arranged to have an HP 2402A shipped to Sweden to demonstrate that the measurements could be made as specified. In fact, the RSAF engineers found that the accuracy and repeatability they obtained in a simulated system was a factor of two to three better than we had specified. Finally, we received word that a contingent of FMV and FFV-Arboga personnel would like to visit our facility for presentations and discussions related to their requirements.
In early December, Colonel Klitte from FMV and about eight other Swedes arrived in Palo Alto. We had arranged a number of presentations related to the specific program requirements for the hardware and software, reliability and maintainability projections and testing, as well as training and installation. All in all, there were about thirty Hewlett-Packard people involved in the meetings that went on for three days. At the conclusion of the meeting, we were asked to provide an updated proposal for an initial quantity of sixteen A Level test systems, with an option for an additional sixteen and to separately price environmental, reliability and maintainability testing. We agreed to get the updated proposal in their hands by mid-January.
Bill Klauer and I left for Stockholm in mid-January to hand-carry the proposal with plans to remain in Stockholm until the technical and pricing details had been negotiated. The HP Country Manager, Gus, met us at the Arlanda Airport outside Stockholm. During the flight, I had been introduced to Swedish coffee that was really strong, but not bitter and grew to really like it. The Swedes could never understand how I could drink it without lots of cream. Gus took us to a local hotel, conveniently near the office, which was the Swedish version of a traveling salesman's hotel accommodation.
Each of our rooms was the size of a large closet equipped with a single bed and a small chest and that was it. The bathroom had a small stall shower that was sized for a much smaller person than me and Bill was about the same size. Bill and I met at what passed for a bar to discuss the situation and decided that a change of accommodation was absolutely required if we were to remain in Sweden. We also found out that drinks were served without ice or at the most in very small quantities and at double the U.S. rate for a single very light drink. We finally negotiated to have ice served with the drinks and ordered doubles.
On arriving at the office the next day, we began querying Stig about more reasonable accommodations. Stig suggested that we check out the Park Hotel located near downtown Stockholm instead of in a suburb. One look and we knew that we had found the right place. Not only were the rooms reasonably sized with much better beds, there was a real dining room and a reasonable bar. Neither Bill nor I wanted to drive in Sweden on the wrong side of the road, so either Stig usually picked us up in the mornings or we took cabs when necessary.
We worked out of the HP Stockholm sales office for the next four weeks. Initially, we worked with a small group of FFV-Arboga engineers headed by Alf Gustaffson and supported by Bill Jacobsen, a senior systems engineer and Stig Uggrin, their Quality Assurance expert. Dan (pronounced as Don) Daggermann was in all of the meetings as the Program Office representative from FMV, with occasional attendance by Hans Lillier, their contracts representative. For the first week or so, we reviewed the proposal almost word for word until it finally dawned on me that they were trying to definitize a system specification and statement of work that could be used in the final contract. At that point, we suggested that it would be appropriate for us to completely re-write the proposal into system specification format and use that as a basis for further discussion. That effort was completed in less than a week using the resources of the local sales office whose typists did a really great job.
While the proposal was being reviewed, Bill and I had a few days to finally look around Stockholm. One of the must-see sights was the Vasa, a wooden warship that had sunk in the harbor on its maiden voyage. Largely due to the coldness of the harbor water that didn't support any algae, the ship was in reasonably good shape and was in the process of being preserved for eventual restoration. We had a memorable lunch with the ladies from the office at what had been one of the King's Summer Palaces. A huge Swedish Smorgasbord was offered with every kind of herring imaginable available along with more desserts than I had ever seen in one place.
After a few days of review, the Swedes returned with specific comments that were discussed and then incorporated in the system specification document. Within about four days, we had a final document that was acceptable to both sides and we were ready to begin price negotiation. We had kept in touch with Dick Reynolds on an almost daily basis while the specs and pricing were being reviewed. When we told him that we were agreed on the technical side and had done preliminary pricing, he came over for the final review and contract negotiation.
After several days of negotiation, we arrived at a final contract price of about $3.6M for the initial sixteen systems including the options for environmental, reliability and maintainability testing. During the final sessions, Hans Lillier asked how much of an advance payment we would require and indicated that it certainly could not be more than 50%, to be paid on signing of the final contract. After a number of telephone calls between Stockholm, Geneva and Palo Alto, we found HP could not accept an advance payment of that magnitude without some serious tax consequences. At about that same time, the HP corporate staff began to show some evidence of concern. Ralph Lee was visiting in Geneva and wanted to come to Stockholm to participate in the negotiation. Dick let everyone know that it had been our deal all along and it was a little late to start any second-guessing. With special permission of the HP Board of Directors, Dick Reynolds signed the final contract in Stockholm.
With the Fort Belvoir contract, the RSAF contract and the normal business of the division, we suddenly had a backlog of almost $10M, instead of the $4.5M that had been used as a basis for planning the fiscal year. The Fort Belvoir contract did not include any penalties for schedule slippage, while the RSAF contract included penalty clauses for missing projected shipments. When we added the incremental workload to our current level, we found that we needed to increase staff by at least 40%. At that stage, the Operations Department had already grown to about 70 people. In additional to hiring the people that we found, we brought a number of consultants and job shop people in to support portions of the effort. Some of the support people came from Ford Aerospace for the detailed design of the RSAF stimulus subsystem and more from the G.A. Smith Company for the RSAF software design.
As we began detailed project planning and system design, Dick Reynolds and I were asked to attend the annual engineering review at the Mountain View Division because of our interest in the disc drive project that was key to the success of the RSAF project. Annual engineering reviews were conducted at each division attended by people from the HP corporate staff and usually either Dave Packard or Bill Hewlett. During the review, the disc drive project came up for some pretty close scrutiny, with less than promising answers from the engineering staff. Finally, Dave Packard spoke up and told the division manager that he should cancel the project and start all over again! Dick Reynolds and I just sat there in stunned silence, with no idea in the world as to how to recover. Our entire RSAF project depended on the availability of a rack mountable, replaceable disk pack drive that was suitable for van operation. At that time, there was no such unit on the market. We were really depending on the project to support our efforts.
After some frantic searching, we finally located a start-up company in San Jose, Caleus Memories that had prototype units of a disc drive that would be suitable for the application and could be re-packaged for rack mounting. We contracted with them to supply the drives for the systems. In addition, we obtained two of their standard floor mounted units to use to support software development.
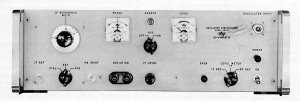
 |
The instrument racks were a really tight fit. |
The A Level systems had to fit into the space available in a Volvo van that permitted four fifty-six inch tall standard 19 inch equipment racks to be installed. In order to fit through the door of the van, the depth of the racks could not exceed twenty-six inches. Fortunately, all of the rack-mounted instruments including the disk drives could be installed reasonably well. The real packaging problem turned out to "Rack 4", which was the signal input termination and switching rack. Providing access for service of the two Cunningham crossbar switches and the smaller signal switches was a real challenge, but was finally solved.
It had been agreed that the initial project review would be held in Palo Alto and a final project review would be held in Stockholm. The initial project review in Palo Alto was attended by about ten Swedes and was reasonably successful, but several pointed comments were made about our understanding of their Quality Assurance requirements for reliability and maintainability testing. Several key issues were raised regarding our planned software and the User interface panel that was to be used to control test operations.
For the final project review in Stockholm, we had twelve Hewlett-Packard people, including two software people from the G.A. Smith Company. FMV and FFV-Arboga were represented by about the same number. We had our people stay at the Park Hotel and arranged conference facilities there. Bill and I had decided that we would not stay at the Park, but made arrangements for a suite at the Castle Hotel. Suite C at the Castle Hotel became the rendezvous point for after-hours meetings and discussions with the HP contingent and occasionally with some of the Swedes. At one particularly late and heated session, the final details of the Control Panel were hammered out and concurrence obtained from our hardware and software types as to the final approach to detailed design. The following day, we presented that information to the Swedes, who were very pleased that we had evolved into a design that they thought would meet their needs.
After a final party in Suite C, we went back to Palo Alto to proceed with hardware and software design. After all of the pre-contract effort, the project went very smoothly. The various subsystems began to come together and system integration began almost on schedule. Rack 4 was a wiring and assembly nightmare, but did come together reasonably well. The stumbling block turned out to be the analog stimulus subsystem. In spite of the best efforts of our engineers with some limited help from the Loveland Division engineers, we could not meet all of the requirements with the existing design and a re-design effort was necessary, making a schedule slip necessary. That meant that the contract penalty clause would be imposed.
At about that time, Dick Reynolds decided to leave Hewlett-Packard to handle his family's private investments and John Doyle was appointed as the new Division Manager. John had been in the Microwave Division as Production Manager and had been the General Manager of HP's Manufacturing Division. The honeymoon didn't last very long. John was a stickler for people getting to work on time. Unfortunately, our project engineers had developed the habit of coming in late, but were usually working very late during the week and on weekends to more than make up the time.
After several somewhat heated discussions, John decided that I should be replaced as Operations Manager, but was free to look around inside the company for another position. I met with a number of senior people to see if there was some job that I thought was suitable, but didn't find anything that appealed to me. In one discussion with Al Oliverio, he asked me to describe what I thought was a good position - I told him that the job that I had was the ideal one for me.
John Doyle brought in Dave Weibel, who had been running the Specials Group in Microwave Division to replace me and I began to seriously look for a job outside the company. Frank Wheeler had gone to work for John Attala, ex-General Manager at HP's Semiconductor Division before becoming General Manager at Fairchild's Microwave and Optoelectronic Division. Frank heard that I was looking and contacted me about joining a group that was being formed to develop and produce a hand-held calculator. After several interviews at Fairchild, I was offered a job as Production Engineering Manager at a somewhat better salary than my previous job. I accepted the job at Fairchild and turned in my resignation at Hewlett-Packard.
I felt that my time at Hewlett-Packard was well spent. I had learned a lot about test systems design and group management as well as being involved with a number of interesting applications.
HP MemoriesThis memory of Jerry Collins' career at hp results from the work of the www.hpmemoryproject.org website of Marc Mislanghe, who with John Minck (and Jerry's Grandson, Ian) edited and published this Memoir. After Marc's untimely death, Ken Kuhn has now assumed the custodianship with John, and together they will continue to expand the Memoirs section. One of the main objectives in starting this website five years ago was (and still is today) to get in touch with people who have worked at hp from the birth of the company up to today. We are interested in hearing your memories no matter what division or country you worked in, or whether you were in engineering, marketing, finance, administration, or worked in a factory. This is because all of you have contributed to the story of this unique and successful enterprise. Your memories are treasure for this website. While product and technology are our main concern, other writings related to the company life are highly welcome, as far as they stay inside the hp Way guidelines. Anybody Else? Please get in touch by emailing the webmaster on the Contact US link at http://www.hpmemoryproject.org |